-
联系方式
-
深圳: 19070461782 蓝博文
东莞: 13421393040 曾先生
惠州: 13590401212 何先生
昆山: 13776334717 姚先生
顺德: 13702825545 邓先生








Komatsu
伺服压力机门型
H2W
H2W200 / H2W300

-
重点 H2W,通过双轴伺服满足冲压加工中重要的3个要素(高生产性、高成形性、高精度),提高客户的利益。通过双轴独立的驱动机构和AC伺服控制的组合,实现高精度加工。 自由模式扩大加工范围 “自由模式” 使用机械压力机,为了提高成形性而降低滑块速度的话。 生产性下降 使用机械压力机,为了提高成形性而降低滑块速度的话,由于整个回转周期的滑块速度变慢,因此生产性大幅度降低。 作功量下降 使用机械压力机,为了提高成形性而降低滑块速度的话,由于储存能量的飞轮的转速变慢,因此作功量也会下降。对于深拉伸加工等需要较大作功量的成形品,作功量可能不足。 自由模式,1台设备兼顾使形性和生产性 轻松对应深拉伸加工 生产速度,与本公司的机械压力机同等以上! 通过自由模式,实现适合成型品的模式设定
通过伺服压力机的自由模式,设定适合成型品的滑块模式,仅在成形需要的范围内减慢滑块速度,从而兼顾成形性和生产性。在S规格中,以适合成型品高度的行程长度来设定钟摆模式,可以确保更高的生产性。通过2台伺服电机,深拉伸也能发挥充足的作功量,即使改变滑块模式,作功量也不会下降。
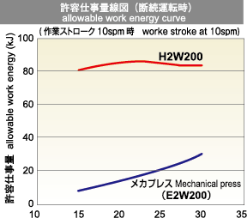
轻松对应深拉伸加工 可以输出无关生产速度的高作功量(能量)。即使为了提高成形性而降低滑块速度,作功量也不会降低,因此以前机械压力机不能对应的深拉伸产品也可以冲压成型。
长时间保持产品精度 “下死点自动补正功能“ “载荷自动补正功能” 产品精度会随着时间而发生偏差吗? 各种热影响 生产中环境温度的变化和压力机、模具产生的热量,主要通过压力机和模具的热膨胀,改变尺寸,最终影响产品精度。如果是在恒温室生产,可以将这些影响控制在最小限度,但是很多生产现场不希望有这样的环境。稳定生产优质产品 在生产现场,根据以往的经验,停止压力机生产,定期进行闭合高度的微调整、增加产品尺寸的抽检频率,为了稳定的良品生产,这些都要被关注。 基于实测值的补正功能,解决产品精度的偏差。 通过线光栅尺测量的实际滑块位置、载荷计测量的实际成形载荷, 自动控制滑块位置的小松独自技术。 可以减少闭合高度的补正和检查的频率 基于实测值的补正功能,解决产品精度的偏差。
下死点自动补正功能 通过修正滑块的下死点偏差在一定范围内,保持较高的下死点精度。
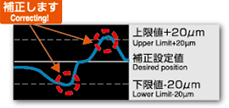
H2W(已翻译)3527.png 相对于初始值以“±20μm”进行补正载荷自动补正功能 通过修正成形时最大载荷的偏差在一定范围内,保持稳定和高精度的成形。
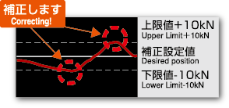
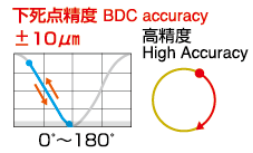
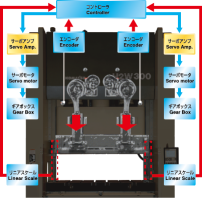
相对于初始值以“±10kN”进行补正 双轴独立的反转模式可进一步实现“超”高精度加工 通过下死点的全闭环反馈控制,实现“超”高精度 对于反冲加工等需要更高下死点精度的产品,请使用反转模式。 基于双轴独立的伺服驱动、线性光栅尺测量的实际滑块位置,通过在下死点跟前使滑块反转的全闭环反馈控制,实现每次下死点位置的“超”高精度加工和平行度的高精度。